Q: What is a forging? How does it differ from a casting?
A: A forging is metal that has been heated in order to soften it then pressed, hammered, or otherwise formed into a shape. All forgings begin as cast starting stock. Forgings benefit from the forming operation which enhances their overall toughness and fatigue resistance.
Back to top
Q: What is "grain flow"?
I've heard "grain flow" mentioned on several occasions when discussing forgings. What exactly is "grain flow" and what does it do (or not do) for me?
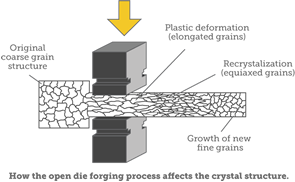
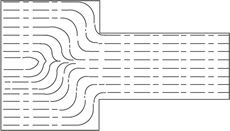 A: Forgings are produced using the open die forging process through the controlled application of compressive stresses while the metal is heated in the plastic regime. The metal, once subjected to the compressive stress, will flow in any unconstrained direction. The expanding metal will stretch the existing grains and, if the temperature is within the forging temperature region, will recrystallize and form new strain-free grains. This results in even better resistance to fatigue and stress corrosion than a forging that does not contour the component. Other contributors to grain flow are the expansion of microsegregated regions and/or inclusions in the direction of the metal flow. The effect of the elongated microsegregated regions and/or inclusions can be controlled through the use of high-quality material and due attention to the forging technique.
A: Forgings are produced using the open die forging process through the controlled application of compressive stresses while the metal is heated in the plastic regime. The metal, once subjected to the compressive stress, will flow in any unconstrained direction. The expanding metal will stretch the existing grains and, if the temperature is within the forging temperature region, will recrystallize and form new strain-free grains. This results in even better resistance to fatigue and stress corrosion than a forging that does not contour the component. Other contributors to grain flow are the expansion of microsegregated regions and/or inclusions in the direction of the metal flow. The effect of the elongated microsegregated regions and/or inclusions can be controlled through the use of high-quality material and due attention to the forging technique.
Back to top
Q: What are the benefits of a seamless hollow-core forging?
What are the benefits, with respect to residual stresses, of a seamless hollow-core forging over rolled and welded plate that is subsequently processed (machining, heat treating, etc.)?
A: In general, distortion of a component will occur when the stress states of either the individual components or the assembly as a whole shift from one state of equilibrium to a new equilibrium state. The presence of residual stresses in the components act as a source of potential energy similar in nature to a spring fixed in a compressed state. If the fixture holding the spring remains intact, the spring does not expand. However, once the fixture is removed, the spring expands until it reaches a new state of equilibrium—either another fixed point or a point where the potential energy of the spring is expended—and the spring is extended. So, too, will the potential energy in a component due to residual stress remain unchanged until the equilibrium state is altered—either through mechanical means (metal removal or cold/warm straightening, etc.) or thermal means (welding, heat treatment, etc.).
 Using this model, it is apparent that the key to minimizing distortion is to select a fabrication process that (1) uses input material with little or no residual stress and (2) will permit a subsequent processing path that introduces as little residual stress as possible. To form a plate into a cylinder, in most cases, it will require stretching the metal beyond its yield point to both hold the cylindrical shape and allow for the subsequent spring-back. If it is assumed that the starting plate is essentially free of residual stress due to processing at elevated temperatures (a large assumption, indeed), the equilibrium state of the plate is subsequently changed during rolling through the introduction of tensile and compressive stresses that shift the equilibrium state to that of a cylindrical shape (requiring a weld to hold it in place because of the tendency to spring back, in particular with materials having a high yield strength).
Using this model, it is apparent that the key to minimizing distortion is to select a fabrication process that (1) uses input material with little or no residual stress and (2) will permit a subsequent processing path that introduces as little residual stress as possible. To form a plate into a cylinder, in most cases, it will require stretching the metal beyond its yield point to both hold the cylindrical shape and allow for the subsequent spring-back. If it is assumed that the starting plate is essentially free of residual stress due to processing at elevated temperatures (a large assumption, indeed), the equilibrium state of the plate is subsequently changed during rolling through the introduction of tensile and compressive stresses that shift the equilibrium state to that of a cylindrical shape (requiring a weld to hold it in place because of the tendency to spring back, in particular with materials having a high yield strength).
 Understanding the proportional relationship between stress and strain (elastic modulus), it can be intuitively understood that the stretching will spring back to a new state that now has residual stress present. In addition, the introduction of the longitudinal weldment to complete the cylindrical shape further disrupts the system through the introduction of thermal energy. The severity of the residual stress will increase with increases in either, or all, of the yield strength of the base metal, circumference of the tube and plate thickness. Once the desired shape is achieved, it will remain in that shape as long as no subsequent processing or service conditions that alters the stress state is performed (machining or welding, for example). When the part does distort, additional mechanical work is required to revive the desired shape, resulting in an often "circular" manufacturing path. These costs are often not considered when selecting a rolled and welded cylinder.
Understanding the proportional relationship between stress and strain (elastic modulus), it can be intuitively understood that the stretching will spring back to a new state that now has residual stress present. In addition, the introduction of the longitudinal weldment to complete the cylindrical shape further disrupts the system through the introduction of thermal energy. The severity of the residual stress will increase with increases in either, or all, of the yield strength of the base metal, circumference of the tube and plate thickness. Once the desired shape is achieved, it will remain in that shape as long as no subsequent processing or service conditions that alters the stress state is performed (machining or welding, for example). When the part does distort, additional mechanical work is required to revive the desired shape, resulting in an often "circular" manufacturing path. These costs are often not considered when selecting a rolled and welded cylinder.
Consider, now, a seamless hollow-core Scot Forge forging that is forged at elevated temperatures with dynamic recrystallization (the immediate formation of stress-free grains upon deformation). The stresses introduced during forging to produce the cylindrical shape are immediately removed through the recrystallization of the crystal structure, resulting in an essentially stress-free forging. Consequently, a rolled and welded assembly possesses significantly higher residual stress than a forged seamless cylinder (hollow-core). Furthermore, no thermal stresses from welding are introduced during formation of the cylinder as a seamless forged hollow-core, unlike the rolled and welded plate method. To summarize, the Scot Forge seamless hollow-core forging is far more stable and possesses a higher degree of structural integrity (no welds!) than a rolled and welded cylinder assembly for an often lower overall cost.
Back to top
Q: What is the optimum reduction needed for forging?
 A: Forging reduction should be sufficient to consolidate the defects inherent to the casting process such as porosity and other voids while achieving a general wrought structure by breaking down the cast structure. A 3-to-1 reduction, using the open die process, is usually sufficient to achieve these results (with strict control of the process, less than 3-to-1 can be sufficient). Depending on the alloy and customer requirements, higher reduction may be necessary to achieve certain additional mechanical or physical requirements.
A: Forging reduction should be sufficient to consolidate the defects inherent to the casting process such as porosity and other voids while achieving a general wrought structure by breaking down the cast structure. A 3-to-1 reduction, using the open die process, is usually sufficient to achieve these results (with strict control of the process, less than 3-to-1 can be sufficient). Depending on the alloy and customer requirements, higher reduction may be necessary to achieve certain additional mechanical or physical requirements.
Back to top
Q: What does fully killed steel mean?
I see that a specification required by my customer is that the steel shall be fully killed. What does that mean, and why would they need that?
A: Killed steel is steel that has been treated with a strong deoxidizing agent during the melting process. The elements typically used are aluminum and/or silicon. Both have a strong tendency to form oxides which are floated out during the melting process, which reduces the overall oxygen content in the steel. If oxygen remains in the steel in large amounts, the steel is much more susceptible to defect formation during the forging process. The excess oxygen can also form oxide particles in conjunction with iron and manganese, which reduce the notch toughness and impact resistance of the steel. This can adversely affect the life of the finished part.
Back to top
Q: What grades of steel cannot be heat treated to achieve properties?
A: Non-heat treatable grades of steel are those which cannot have their mechanical properties modified due to heat treating. They achieve their mechanical properties through a combination of chemistry selection and forging method.
Back to top
Q: What effect does lowering the temper temperature have on common alloy grades of steel?
A: In general, tempering temperatures are inversely related to strength and hardness and directly related to ductility and toughness.
Back to top
Q: Where can I find a chart to convert Rockwell HRC to Brinell HB hardness?
Can you direct me to an engineering materials resource that provides charts for steels that display Tensile/Yield Strength vs. hardness?
A: We faced the very same question when compiling the data for one of our charts on our website. The hardness conversion among HB, HRC, HV and many others can be found in ASTM E140. We're sure you noticed, as did we, that the specification does not contain a conversion to an equivalent tensile strength. We therefore found the correlation in the ASM reference book as noted at the bottom of the chart. We are not aware of such a correlation for aluminum.
Back to top